
اصول شکل دهی فلزات به روش اسپینینگ
۱۱۰,۰۰۰ تومان۲۵۰,۰۰۰ تومان (-56%)
پاورپوینت اصول شکل دهی فلزات به روش اسپینینگ یک پاورپوینت مربوط به رشته مکانیک و ماشین ابزار است. اسپینینگ نوعی از فرم دهی به فلزات است که در آن با روش چرخاندن قطعه و ایجاد فشار هدفمند جانبی به بخش مشخصی از آن فرم خاصی به فلزات میدهند. ما در این پاورپوینت تلاش کردیم با تصاویر و نمودار و جداول نحوه انجام این عملیات را نمایش دهیم و همچنین ضمن توضیح و تشریح عملیات اسپینیگ مزایا و معایب این روش از شکل دهی به فلز را نیز بر شمردیم.
این پاورپوینت با 74 اسلاید قابل ویرایش آماده دانلود شده همچنین برای درک بهتر مطلب یک فیلم از نحوه عملکرد شکل دهی چرخشی برای دانلود اضافه کردیم.
در ادامه بخش های از این پاورپوینت ارزنده را مشاهده میفرمایید. همچنین برای دیدن سایر مقالات مهندسی مکانیک به صفحه مخصوص مهندسی مکانیک وب سایت آقای کافی نت مراجعه بفرمایید.
تاریخچه :
فرآیند شکل دهی دوار یا چرخشی ( اسپینینگ) به فلزات از قدمت بسیار زیادی برخوردار است، درروزگار مصریان باستان برای ساخت بشقابهای نقره ای استفاده شد . در قرن دهم توسط چینی ها بنا نهاده شد. درزمان ادوارد سوم وارد انگلستان شد. ودرسال 1840 این صنعت به امریکا برده شد.
اصول شکل دهی:
در این فرایند، قطعه کار در ناحیه (بین مندرل دوار) قالب یا سنبه و ابزار (به شکل اهرم یا غلتک) که به صورت محوری و یا محوری- شعاعی حرکت می کند وبه صورت تک نقطه ای در محل . تماس،تغییر شکل دائمی ایجاد می کند.
اصول شکل دهی فلزات به روش اسپینینگ
با این روش قطعاتی با اشکال مخروط ، نیم کره، لوله، استوانه یا ترکیبی از اینها که تو خالی هم می باشند.
در تنوعی گسترده از جهت اندازه و کانتورو قطعاتی با اشکال بیضوی ساخته می شوند.
اسپینینگ دستی
یکی از روشهای فلز کاری است که در آن کاهش ضخامت نامحسوس است. این عملیات با استفاده از دستگاه هایی مشابه دستگاه خراطی یا تراش قابل انجام است. در این روش ورق گرده بری شده که از این پس آن را بلنک می نامیم با فشار بر روی مندرل که مشابه سنبه ی قالب عمل میکند رانده می شود. این کار ممکن است طی چند گذر یا پاس انجام پذیرد.
– این فرایند به طور نسبی به قطعه کارهای با ضخامت نازک- تا ضخامت حدود6/4 میلی متر برای آلومینیوم و3/2 میلیمتر برای ورق فولادی کم کربن محدود می شود.
اصول شکل دهی فلزات به روش اسپینینگ
– تولرانس قطعات اسپینینگ شده بسته به مهارت، قدرت و میزان توانایی اپراتور متفاوت است.
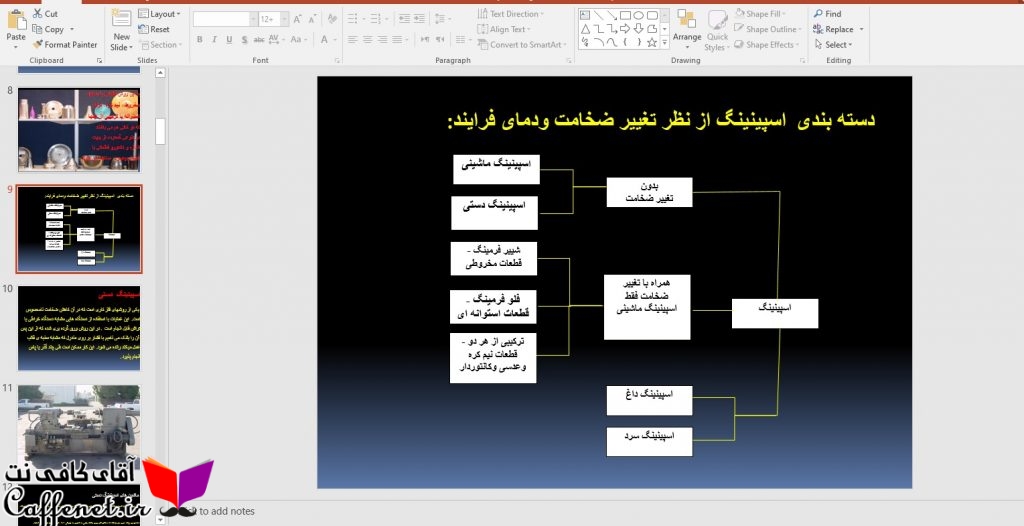
نمونه یک اسلاید از پاورپوینت اصول شکل دهی فلزات به روش اسپینیگ
محدوده ی حداکثر قطر قابل حصول را در اسپینینگ دستی :
- نوع امکانات و تجهیزات و قابلیت های آنها .
- ضخامت بلنک اولیه (برای قطرهای بزرگتر نیاز به بلنکی با ضخامت بیشتر می باشد) .
- خصوصیات ذاتی فلز و استحکام فلز در زمینه میزان افزایش شکنندگی در اثر کار سرد .
مزایا :
– هزینه های سرمایه گذاری اولیه برای تجهیزات تولید نسبتاً کمتر است.
– هزینه های مربوط به ساخت ابزار پایین است.
– زمان مورد نیاز برای تنظیم کوتاه است.
– تغییرات در طراح و شکل فلزات محصول با کمترین نیاز به تغییردر ابزار امکان پذیر است،و در نتیجه کمترین هزینه را در بر خواهد داشت.
– تغییرات در جنس فلز و یا ضخامت آن کمترین تغییر در ابزار و تجهیزات را می طلبد.
معایب :
– یکنواختی در شکل محصول به میزان مهارت اپراتور بستگی دارد و برای بدست آوردن محصول دقیق به اپراتور ماهر نیاز است.
– سرعت این فرایند نسبت به پرسکاری و دیگر فرآیندهای شکل دهی ورق ها کندتر است.
ماشین اتوماتیک اسپینیگ
اسپینینگ ماشینی
اسپینینگ ماشینی یا قدرتی از همان اصول اسپینینگ دستی بهره می گیرد ولی در این روش به جای استفاده از نیروی بازوی اپراتور از ابزارهای مکانیکی برای اعمال نیرو استفاده می شود.
توضیح اجزای اصلی و متعارف اسپینینگ ماشینی
1- بلنک یا همان گرده اولیه:
به شکل دایره ای از ورق تخت تهیه شده و در وضعیت هم مرکز با اسپیندل و مندرل و نگهدارنده دستگاه برای جلوگیری از پرتاب شدن، در هنگام چرخش سریع به خوبی کلمپ شده است.
2- غلتک اسپینینگ:
در حالی که قطعه کار به سرعت دوران می کند، غلتک دستگاه طی چند مرحله برای شکل دهی به محصول درمسیرهای از قبل تنظیم شده حرکت می کند. این روش با نام اسپینینگ پیوسته نیز شناخته می شود. عامل چرخش غلتک نیروی اصطکاک بین سطح قطعه کار با غلتک است.
3- مندرل :
یا قالبی که بلنک در طی عملیات اسپینینگ روی آن می نشیند.
4- تکیه گاه و نگه دارنده :
که بلنک را بر روی مندرل فشرده و ثابت می نماید.
5- زیر سری:
با هدف جلوگیری از خم شدگی و انحراف ناخواسته و بیش از اندازه ی بلنک در طول عملیات اسپینینگ به کار می رود.
اصول شکل دهی فلزات به روش اسپینینگ
6- ابزار برشی اندازه کننده:
لبه ی قطعه کار پس از آخرین مرحله خواه ناخواه ، باید آرایش و تنظیم و سایز شود.
7– اسپیندل اصلی :
دستگاه که مندرل بر روی آن نصب می شود.
8- کشویی یا اسلایدر متقاطع:
که با زوایای قابل تنظیم مجموعه غلتک و نگهدارنده های آن را به طرف قطعه کار رانده و در مسیر برنامه ریزی شده حرکت می دهد. مسیر حرکت غلتک در صفحه مختصات توسط دستگاه برنامه ریزی می شود.
9– مجموعه پایه مرغک :
که نقش پایه وفشارنده رابرای نگهدارنده بلنک برروی مندرل دارد .
10 – قطعه کار نهایی بعد از عملیات اسپینینگ
که به دستگاه متصل میشود برای عملیات اسپنینگ
| تعداد صفحات | 61-70 |
|---|---|
| فایل PDF | ندارد |
| فایل پاورپوینت | دارد |
| منابع و مآخذ | ندارد |
| فایل Word | ندارد |
-
 ۴۹,۰۰۰ تومان
۴۹,۰۰۰ تومان۱۰۰,۰۰۰ تومانپاورپوینت تنظیم رژیم غذایی
۴۹,۰۰۰ تومان۱۰۰,۰۰۰ تومان -
 ۶۹,۹۰۰ تومان
۶۹,۹۰۰ تومان۹۹,۰۰۰ تومانتکنولوژی جوشکاری مس، چدن و آلومینیوم
۶۹,۹۰۰ تومان۹۹,۰۰۰ تومان -
 ۲۵,۰۰۰ تومان
۲۵,۰۰۰ تومان۴۹,۰۰۰ توماناقدام پژوهی پس انداز و صرفه جویی
۲۵,۰۰۰ تومان۴۹,۰۰۰ تومان -
 ۲۵,۰۰۰ تومان
۲۵,۰۰۰ تومان۴۵,۰۰۰ تومانسقوط مجازات ها و زوال محكوميت كيفري
۲۵,۰۰۰ تومان۴۵,۰۰۰ تومان -
 ۱۰,۹۰۰ تومان
۱۰,۹۰۰ تومان۲۵,۰۰۰ توماندلایل نوسانات ارز سکه و طلا
۱۰,۹۰۰ تومان۲۵,۰۰۰ تومان -
 ۱۹,۹۰۰ تومان
۱۹,۹۰۰ تومان۵۴,۰۰۰ تومانمقاله عوامل موثر در تربیت کودک
۱۹,۹۰۰ تومان۵۴,۰۰۰ تومان








Reviews
There are no reviews yet.