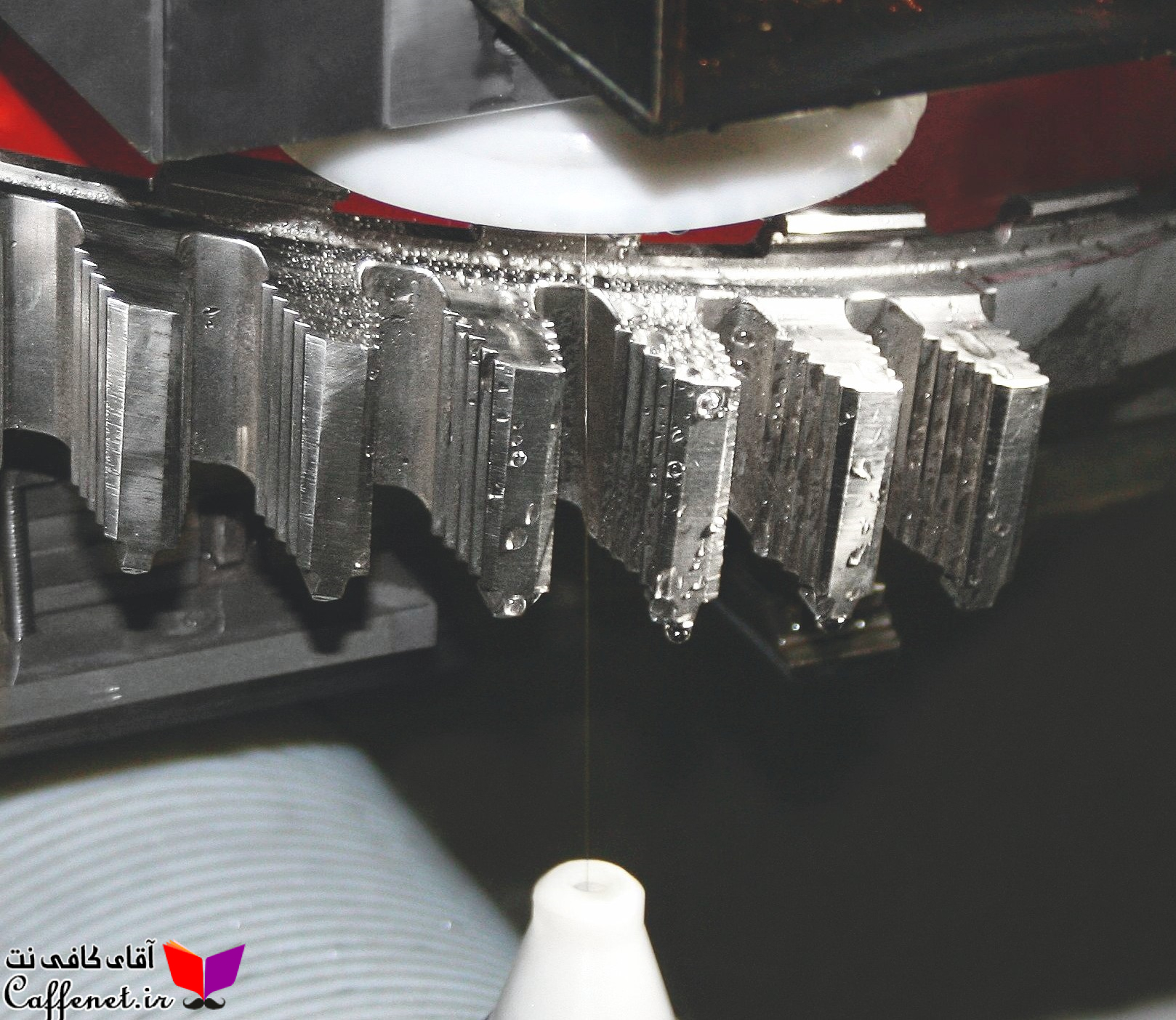
اصول ماشينکاري به روش اسپارک (EDM)
۴۹,۹۰۰ تومان۱۰۰,۰۰۰ تومان (-50%)
اصول ماشينکاري به روش اسپارک (EDM) یک مقاله کامل در زمینه رشته مهندسی مکانیک و ماشین ابزار می باشد. در این مقاله تلاش شده به بررسی و تشریح ماشین های اسپارک پرداخته و نحوه کار آنها را توضیح دهیم.
این مقاله در 30 صفحه قابل ویرایش آماده دانلود شده همچنین فایل word و PDF این مقاله نیز به پیوست برای دانلود در دسترس قرار گرفت.
در ادامه بخش های از این مقاله ارزنده را مشاهده میفرمایید. همچنین برای دیدن سایر مقالات مهندسی مکانیک به صفحه مخصوص مهندسی مکانیک وب سایت آقای کافی نت مراجعه بفرمایید.
اصول ماشينکاري به روش اسپارک (EDM)
درسال 1768 جوزف پریستلی[1] مشغول مطالعۀ طیف نورسفید با استفاده ازتخلِیۀ خازن بود ومشاهده کرد جرقه هایی که به وجود آمده ،آثاری بجای گذاشته است که با دست پاک نمیشود وآثاری شبیه به آثارذوب بود .این مسئله را درنامه ای که به یکی ازدوستانش نوشت ذکرکرد واین نامه درکتابخانه روسیه باقیماند. اصول ماشينکاري به روش اسپارک (EDM)
درسال 1934 برادران لازانکو[2]این موضوع را می بینند .زمان پریستلی الکتریسیته های جاری هنوزاختراع نشده بود ولی اکنون موجود بود .این دوبرادربا مشاهدۀ این نامه سعی می کنند با استفاده ازالکتریسیته جاری ازسطح الکترود ذراتی را جداکنند وآثاری را به وجود آورد که با تلاشهای آنها درسال 1943 اولین ماشین EDM توسط مدار R.C تولید میشود.
آن موقع زمان جنگ جهانی دوم وهمزمان با شدن موتورجت وموشکهای دوربردو…….بود این ماشین کاربرد زیادی پیدا کرد والبته آن زمان مباحثی مانند سیمی کانداکتو Semiconductor هنوزایجاد نشده بود.
این ماشین بااستفاده ازامکانات ابتدایی مانندمقاومت وسلفها ودیزدهای خلاءساخته شد وعمروپاسخ فرکانسی کمی داشتند.
ولی با پیشرفت علوم Electronic و Electro technique،این ماشین بهبود وگسترش یافت وطبعا توانائی های آن هم افزایش پیدا کرد.
برای مثالSemiconductor ها وترانزیستورها دراواخر60 و IC ها integrate circuit)) ومایکرو پروسورها دراواخر دهۀ 70 ساخته شدند که به عنوان مثال هم اکنون درماشینهای EDM وبخصوص در CNC ها خیلی از کارهایشان توسط کامپیوترهدایت وکنترل می شودویا سیستم ایجاد پالسها منقطع به این شکل نیست که با یک اسیلاتورتولید شود بلکه ازهمان کریستال کواتزی که clock time های کامپیوتررا می سازند وSequence های کامپیوتررا تنظیم میکنند ،برای تولید این پالسها استفاده میشود. اصول ماشينکاري به روش اسپارک (EDM)
قابلیت ها :
این روش به دلیل آنکه روش باربرداری با تخلیۀ الکتریکی وتنها پدیدۀ آن ذوب وتبخیر است،با خواص ترمودینامیکی وفیزیکی همانند،نقطه جوش،گرمای نهان ،تبخیر،گرمای ویژه درحالت ذوب جامد،ضریب انتقال حرارت درارتباط است.درصورتیکه درپروسه های سنتی برای ما(VTS)وyield stress ومدول الاستیسیته (E)، وکلا خواص مکانیکی مهم بودند اما دراینجا چون ازپدیده ها ونیروهای مکانیکی استفاده نمیشود پس خواص مکانیکی هم برای ما مهم نیستند. بنابراین :
1)امکان ماشینکاری مواد بسیارسخت با VTS و Y.P و……بالا راداریم.
قالب سازی ابتدا قطعه راتوسط روشهایی مانند آنیل کردن ،نرم می کنند .پس با روش های سنتی (غوز،تراش ،دربل و…)قالب را ایجاد کرده وبدلیل آنکه قالب با ید خواص مکانیکی بالایی داشته باشد آنرا دوباره سخت می کنند (توسط عملیات حرارتی)که طبعا دردماهای با لای عملیات حرارتی قطعه سرخ وحداقل به دلیل وزن خودش دچاراعوجاج و deformationوتغییرابعاد وتلرانس میشودولی اگرقطعه را ابتدا عملیات حرارتی کنیم وبعد با EDM قالب را ایجاد کنیم مشکل های قبلی را نخواهیم داشت .با این روش غیر از Tool Steel ها و Tungsten car bide ها میتوان تراشکاری وسایز نمود. اصول ماشينکاري به روش اسپارک (EDM)
2)تولید هرشکل با هرپیچیدگی وهرزاویه شروعی نسبت به سطح قطعه کاروهرمسیری درداخل قطعه کار.
مثلا درروش سنتی درعملیات سوراخکاری میتوان تنها اشکال با مقاطع گرد را تولید کرد ولی دراینجا این محدودیت نیست بلکه میتوان هرمقطعی مانند مثلث وحتی غیرمنظم وغیرهندسی راتولید کرد .درروش سنتی اگرمته با قطعه کار زاویه داشته باشد ،مته سُرخواهد خورد وممکن است حتی مته بشکند ولیکن دراین روش این مسئله وجود نداشته که ازمته تحت هرزاویه ای امکان سوراخکاری نیست.درسوراخ میتواند حداقل قطعه درمسیرهای پیچیده ومشکل حرکت کرده وشکل دلخواه راایجاد نماید.
برای ایجاد فرم روی یک قطعه می توان ازابزارهای Pre form یا ابزارهای ساده استفاده کرد.مثلا برای ایجاد فرم های پیچیده وتودرتو می توان ازابزار ساده که می تواند یک جسم باشد ،توسط سیستم کنترل کامپیوتری (CNC) هدایت وشکل دلخواه ایجاد میشود.ویا حتی میتوان مثلا برای ایجاد سوراخ درقطعات مارپیچ قطعه راهم با سیستم کنترل هدایت کرد تا همچنانکه ابزار (مثلاسیم) به داخل قطعه Feed میشود ، قطعه هم حرکت کند وحرکت توام ایندو با عث ایجاد فرم دلخواه گردد.همچنین این امکان وجود دارد که قالبهای Pre form را اول توسط EDM با ابزار ساده تولید وسپس ازخود قالب برای تولید قطعات دیگر بهره جست.
نمونه چند صفحه از اصول ماشينکاري به روش اسپارک (EDM)
انجام فرآیند برروی قطعات ظریف
درروشهای سنتی یکی ازمشکلات تولید ،تولید قطعات ظریف است چرا که قطعه بایستی ابتدا توسط بگیراره ها(clamp) گرفته شود که با عث خراب شدن وکاسته شدن ظرافت قطعه میشود ولی دراینجا نیروی خیلی کمی برای نگه داشتن قطعه کارلازم میباشد ودرگاهی موارد اصلا احتیاجی به نگه دارنده نیست . مثلا دربیشترموارد میتوان توسط نگهدارنده های ساده ای همچون ،چسب قطره ای ویا ازclamp های ساده جهت نگه داشتن قطعه کاراستفاده کرد . اصول ماشينکاري به روش اسپارک (EDM)
وقتی ماشینکاری با EDM انجام می شود .به دلیل ذوب قسمتی ازقطعه وبعد سریع سرد شدن آن یک ساختمان مارتنزیت حاصل میشود.چون وقتی چالۀ مذاب ایجاد میشود حدود 7% آن بخار شده و تقریبا 93% آن به صورت Recast layer و یا Reside defied layerباقی میماند .پس بازهم میتوان روی EDM کارکرد واین 93%را کاهش داد.یعنی اگرتنش درقسمتهای دیگرقطعه کارб باشد درنقطۀ ترک б 2 ویا حتیб 3 خواهد بود که بسته به شکل ترک ،زوایا وجنس قطعۀ کارخواهد بود.حال اگربه اعمال این نیروی دینامیکی ادامه دهیم تمرکزتنش هم که هست ،باعث کارسختی وآنهم باعث ترد شدن قطعۀ کارمیشودودرنهایت ترک گسترش پیدا کرده وقطعه خواهد شکست .
ب)چنانچه تنش فشاری به ترک وارد گردد
یعنی درجهتی که لایه های بالای تیرتحت فشارولایه های پایین آن تحت کشش باشند ،ترک تحت یک تنش فشارقرارخواهدگرفت یعنی کوپل درجهت بسته شدن ترکهاست .
حالت الف )یک حالت مضربرای قطعه کارمامیباشد (تحت تاثیرنیروی کششی) اما با لت (ب)یک حالت مفید برای ماست .پس درقالب هایی که معمولا تحت فشارهستند (مانند پرسکاری ،اکستروژن ،فورجینک)نیروی فشارباعث می شود که میکروترکها بسته شوند ووجود مایکروترکها دراین حالت نمی تواند عامل ضعیف کننده باشد. اصول ماشينکاري به روش اسپارک (EDM)
حال چنانه قطعه ای تحت فشارقرارگیرد .این فشاردرجهت خنثی کردن آن نیروی کششی سطح است .حتی آن نیروی فشاری که ممکن است درحدی نباشد که بتواند این تنش کششی پس ماند را کاملا خنثی کند،چه رسد به اینکه به منطقۀ فشاری دیاگرام ξ- б وارد شود ویا حتی اگرنیروی فشاری آنقدرزیاد باشد فقط تا یک مقداری درمحدودۀ فشاری دیاگرام ξ- б وارد میشود ولی به نقطۀ Y.P نمیرسد وقطعه کارسیلان نخواهد داشت.دیاگرام ξ- б برای یک قطعۀ فولادی بصورت زیرخواهد بود.
پس این امرمثبتی است که تنش کشش روی سطح باشد ،چرا که درحالت فشاری قطعه کاربه نقطۀ Y.P نخواهدرسید .درحالیکه اگراین تنش پس ماند ه بود (مثلا قالب توسط دستگاه ساخته شده بود) آنموقع وقتی در دیاگرام فوق مثلا درنقطۀ A قرارداشت،تحت فشارقرارمی گرفت ، نیروی فشاری با عث می شد که قطعه به Y.P رسیده وسیلان پیدامی کند .لذا به همین دلیل است که قالبی که باماشین اسپارک ساخته شده عمر آن خیلی بیشترازقالبهایی است که با ماشین فرز ساخته میشود .
6)امکان دریافت اطلاع ازفرایند به سادگی وبه شیوه های مختلف
بدلیل طبیعت الکتروترمال پروسه (electro thermal) امکان اطلاع رسانی درطول حتی یک میکروثانیه نیزوجود دارد.
الف)بوسیله تجزیه وتحلیل صدای جرقۀآن .توسط یک میکروفن صدای آن را دریافت وتوسط یک تجزیه کننده نوع جرقه واینکه جرقۀ ARC اتفاق می افتد ویا Sparkرا تشخیص داد.
ب)به وسیلۀ امواج الکترومغناطیسی که درهواتولید میشود .حتی بوسیلۀ یک رادیو درمحدودۀ فرکانس باند SW آن ودرحدود 100KH2 100MH2,میتوان پروسۀ EDM را مونیتورکرد.
وقتی که امواج الکترومغناطیسی تولید شده با لاتراز 1M H2 هستند وانقطاع درآنها وجودندارد معلوم است که :پروسه درست سیرکرده وجرقۀ Spark اتفاق می افتد ونیزمداربازواتصال کوتا ه اتفاق نمی افتد .درحالیکه اگرپالسهای زیر 1M H2 تولید شوند معلوم میگردد که :پروسه درست سیرنمی کند وپروسۀ ARC ای داریم و ماشین طوری هست که خودش مانند یک بی سیم عمل می کند.وشما می توانید با یک رادیویی که همراه دارید حتی درفاصلۀ زیاد هم این پارازیتها راگرفته وازوضعیت کارکرد ماشین اطلاع حاصل کنید .

با بوجود آمدن دستگاه اسپارک هر نوع برشی روی فلزات با اشکال مختلف ممکن شد
ج)با استفاده ازجریانهای الکتریکی
یک اسیلوسکرپ بین الکترود وقطعه کاروصل کرده وپالسها را نگاه می کنیم واینها را به یک analyzer داده ویا حتی میتوان این پالسها را ضبط نمود وبا استفاده ازیک سیستم anal To digital condenser بگذارید تا درطول زمان جرقه ازپالس ولتاژ Sampleگیری کند ،سپس این ها را روی Hard disk یک کامپیوترضبط کرده وبعدا میتوان به یک analyzer بدهیم .پس دیده میشودکه این پروسه را خیلی راحت میتوان کنترل ودرجهتی که مطلوب ماست ،آن را سوق داد.درحالیکه درروشهای سنتی بدین سادگی نمیتوان اطلاعات لازم را دریافت نمود.(بطورمثال درجۀحرارت براده ونیزتیغۀ ابزاردرحین عملیات)
[1] Joseph Priestly
[2] B.L. LAZARENKO N.L LAZARENKO
| تعداد صفحات | 21-30 |
|---|---|
| فایل PDF | دارد |
| فایل پاورپوینت | ندارد |
| منابع و مآخذ | دارد |
| فایل Word | دارد |
-
 ۲۵,۰۰۰ تومان
۲۵,۰۰۰ تومان۴۰,۰۰۰ توماننظريه تغيير اجتماعي در جامعه شناسي
۲۵,۰۰۰ تومان۴۰,۰۰۰ تومان -

-
 ۲۵,۰۰۰ تومان
۲۵,۰۰۰ تومان۴۰,۰۰۰ تومانآموزش کودکان استثنایی در کشورهای مختلف
۲۵,۰۰۰ تومان۴۰,۰۰۰ تومان -
 ۲۰,۰۰۰ تومان
۲۰,۰۰۰ تومان۵۰,۰۰۰ توماناقدام پژوهی چگونه توانستم بد خطی دانش آموزم را بهبود دهم؟
۲۰,۰۰۰ تومان۵۰,۰۰۰ تومان -
 ۴۹,۹۰۰ تومان
۴۹,۹۰۰ تومان۱۰۰,۰۰۰ تومانپاورپوینت معماری رنسانس در فرانسه
۴۹,۹۰۰ تومان۱۰۰,۰۰۰ تومان -
 ۲۵,۰۰۰ تومان
۲۵,۰۰۰ تومان۴۶,۰۰۰ توماندلایل تمایل والدین به تک فرزندی
۲۵,۰۰۰ تومان۴۶,۰۰۰ تومان











Reviews
There are no reviews yet.