
تکنولوژی جوشکاری مس، چدن و آلومینیوم
۶۹,۹۰۰ تومان۹۹,۰۰۰ تومان (-29%)
پایان نامه تکنولوژی جوشکاری مس، چدن و آلومینیوم یک پایان نامه کامل و جامع در مورد جوشکاری فلزات است که در آن به توضیح فرآیندهای مختلف جوش فلزات می پردازیم.
این پایان نامه به صورت فایل word کاملا قابل ویرایش و آماده دانلود می باشد، همچنین برای سهولت در استفاده نسخه PDF نیز برای دانلود اضافه شده است.در ادامه بخش هایی از این پایان نامه ارزشمند را مشاهده می فرمایید.
همچنین برای مشاهده سایر مقالات مهندسی مکانیک به صفحه مخصوص مکانیک وب سایت آقای کافی نت مراجعه بفرمایید.
مقدمه
جوشكاري مس اكسيژن زدايي نشده به صورت ذوبي(fusion)مشكل است چون در منطقه ي مجاور جوش فازهاي يوتكتيك مس و اكسيد مس در مرز دانه ها متمركز شده و خواص مكانيكي و خوردگي را كاهش مي دهد. براي كاربردهايي كه خواص مكانيكي و خوردگي خوبي نياز است بايد ورق هاي مس اكسيژن زدايي شده و روش جوشكاري مناسب قوص الكتريكي مي باشد.
براي جوشكاري قطعات نازك مسي تا ضخامت حدود mm2/3 معمولا از گاز آرگون استفاده مي كنند. استفاده از گازهاي هليم و يا گازهاي مخلوط آرگون و هليم و يا آرگون و اكسيژن براي جوشكاري قطعات ضخيم مسي و آلياژهاي مسي ترجيح داده مي شود. معمولا گاز آرگون براي جوشكاري اغلب آلياژهاي مسي تا ضخامت mm 5/9 مناسب است. براي ضخامت بالاتر از آن از مخلوط آرگون و هليم استفاده مي شود. زيرا هليم عمق نفوذ(diffusion) و پهناي بيشتري ايجاد مي كند. تکنولوژی جوشکاری مس، چدن و آلومینیوم
جوشكاري مس چقرمه كه حاوي اكسيد مس است. بسيار دشوار است و جوش هاي ايجاد شده ممكن است ترك بخورند بنابراين مس مورد جوشكاري بايد اكسيژن زدايي شده باشد. به سبب رسانندگي گرمايي بالاي مس ورق هاي ضخيم تر از mm5/4 را بايد تا دمايي بين 0C500 و 600 پيشگرم كرد تا ذوب كامل موضع جوشكاري تضمين شود. ورق هاي نازك را مي توان با لبه ي برگشته جوشكاري كرد. هرگاه ضخامت ورق از mm5/1 بيشتر شود، استفاده از اتصال جناغي يك طرفه با زاويه پخ 90 درجه توصيه مي شود. براي جوشكاري ورق هاي ضخيم تر مي توان از اتصال جناقي دو طرفه يا در صورت جوشكاري قوسي از اتصال لاله اي يك طرفه يا دوطرفه با شعاع انحناي mm6 در كف استفاده كرد. [1]
نمونه چند صفحه از پایان نامه تکنولوژی جوشکاری مس، چدن و آلومینیوم
2-2 نكات كاربردي در مورد جوشكاري مس و آلياژهاي آنApplied rhythm
2-2-1 انتخاب روش يا فرآيندChoice of processes
مناسب ترين فرايند جوشكاري را بايد بر اساس نكات زير انتخاب كرد:
طرح اتصال: تعداد اتصالاتي(jointes)كه بايد در واحد زمان انجام شود مهم است. براي قطعات زياد و تكراري بايد تدابيري در مورد وضعيت دهنده ها، نگهدارنده ها و گيره ها پيش بيني شود. در اين موارد روش هاي خودكار و نيمه خوردكار با قوس محافظ در گاز (MIG)ترجيح داده مي شود. ولي براي قطعات محدود و تعميراتي جوشكاري اكسي استيلن مناسب تر مي باشد.
ضخامت قطعه: عموما جوشكاري اكسي استيلن و)(TIGبراي ضخامت هاي نازك تا in4/1 مناسب است در حالي كه (MIG)براي قسمت هاي ضخيم تر كاربرد دارد. [1]
2-2-2 نگهداشتن
چون ضريب انبساط حرارتي مس تقريبا 5/1 برابر آهن است احتمال وقوع مسئله پيچيدگي و تاب برداشتن بيشتر است براي قطعات كوچك نگهدارنده هاي گيره اي كفايت مي كند. ولي براي قطعات بزرگ مانند جوشكاري يك مخزن بزرگ دقت زيادي براي جلوگيري از اين مشكل بايد بكار گرفت. [1]
2-2-3 روش پشتي
براي دست يابي به عمق نفوذ كامل استفاده از ميله هاي پشتي از جنس كربن يا مس با شكاف معمول است. گاهي اوقات از روش)(TIGبراي پاس ريشه اي و تكنيك سوراخ كليدي استفاده مي شود. اين تكتيك نياز به فاصله ي ريشه حدود in8/1 و مهارت زياد دارد. [1]
2-2-4پيش گرم كردن
درجه حرارت پيش گرم كردن براي دست يابي به ذوب كامل و نفوذ خوب بويژه در مورد قطعات ضخيم نياز به تجربه كافي دارد. گرم كردن يكنواخت و تثبيت درجه حرارت پيش گرم تا پايان عمليات جوشكاري مستلزم دقت زيادي است. براي جلوگيري از تلفات حرارتي مي توان از صفحات عايق حرارت نظير آسبست در زير يا اطراف قطعه استفاده كرد. [1]
2-3 جوشكاري مس خالص(welding cu)
2-3-1 الكترود دستي (SMAW)
روش الكترود دستي براي كارهاي تعميراتي كوچك بكار مي رود. جريان يكنواخت با قطب معكوس ترجيح دارد. و ضخامت هاي بالاي mm3 به پيش گرم(preheat) كردن تا 0C360 و حتي بالاتر نياز دارد. فلز پر كننده با مقدار كافي عناصر اكسيژن زدا استفاده مي شود، الكترود پوشش دار از نوع Ecual, Ecu-si, Ecu-snبراي جوشكاري مس بكار گرفته مي شود زيرا در صورت استفاده از الكترود مسي، جوش متخلخل (كرمو) خواهد شد. بايد در صورت استفاده از اين فرآيند الكترود را به قطب مثبت منبع برق dc متصل كنيد. پس از پيشگرم كردن قطعه، جوشكاري را با قوس كوتاه انجام دهيد و الكترود را تقريبا به حالت عمودي نگه داريد. و آن را طبق الگويي هلالي به چپ و راست ببريد و در هر وريه ي ذوب اندكي مكث كنيد. [1][3]
2-3-2 جوشكاري با شعله(OFW)
در روش جوشكاري با شعله با احتراق گازهايي نظير پرويان، گاز طبيعي و استیلن نيز براي اتصالات مس متداول است. شعله معمولا خنثي يا كمي اكسيد ي است. نوك نازل يا افشانك بايد 1 تا 2 شماره بزرگ تر از قطعه ي مشابه از جنس فولاد انتخاب شود. تکنولوژی جوشکاری مس، چدن و آلومینیوم
در هنگام جوشكاري درزهاي طويل استفاده از خال جوش توصيه نمي شود زيرا خال جوش ها در هنگام گرم شدن باز مي شوند. براي حفظ فاصله ي بين لبه ها از گيره و يا كارگير استفاده شود. براي ضخامت هاي زير mm6/1 برگرداندن لبه ها خال جوش زدن و جوشكاري بدون مفتول كافي است. تا ضخامت mm2/3 احتياج به پخ كردن لبه ها نيست و فاصله ي mm6/1 شكاف درز جوش رعايت شود. ضخامت بالاتر از mm4/6 نياز به پخ جناقي V شكل دارد. ضخامت هاي بالاتر از in4/1 را بايد با روش MIG جوش داد.
براي حالت تخت تكنيك پس دستي مناسب تر است زيرا نتيجه اش فلز سنگين تر، min احتمال جاري شدن مذاب از حوضچه ي جوش به بيرون و محبوس شدن اكسيد مي باش. در اين نوع روش جوشكاري بايد نوك مشعل را با زاويه ي تندتر قرار داد. 60 تا 80 درجه نسبت به ورق تا بتوان آهنگ گرمادهي ورق را تا حد امكان افزايش داد. [1][3]
2-3-3 جوشكاري با الكترود تنگستن ياTIG) Tungsten Inert Gas)
روش جوشكاري با الكترود تنگستن يا (TIG)يكي از موثرترين روش ها براي اتصالات قطعات نازك مسي تا mm3 بوده، هر چند براي ضخامت هاي بالاتر نيز و به ويژه در جوشكاري هاي غير تخت مي تواند قابل استفاده باشد. جوشكاري تيگ(tig)مس با جريان مستقيم و با الكترود منفي با منبع قدرت و گاز محافظ آرگون استفاده مي گردد. در هنگام جوشكاري مس با روش تيگ(tig) مي توان پشت بندي از جنس فولاد زنگ نزن(stainless steel) به كار برد. اين پشت بندها بايد با تركيبات ضد پاشش پوششكاري نمود تا به خط جوش نچسبد. تکنولوژی جوشکاری مس، چدن و آلومینیوم
بايد از الكترود تنگستن خالص يا با 2% توريم استفاده شود. الكترود با توريسم تمايل كمتري به كروي شدن در نوك دارد. براي ضخامت هاي كمتر از mm6/1 گاز محافظ آرگون مناسب تر است به دليل پائين ترين ولتاژ قوس اين گاز نسبت به گازهاي هيليوم و ازت. هيليوم داراي انرژي داده شده ي بالاتري بوده و براي جوشكاريهاي ضخامت دماي بيشتر از mm6/1 مناسب تر است و داراي جوش با عمق نفوذ بيشتري است. در اين روش به علت ولتاژ بالا تمايل به پاشيدن مذاب به بيرون زياد است و از اين جهت بايد مشعل را كمي بالاتر از حد معمول نسبت به سطح لبه ي قرار داد. هر دو تكنيك پيش دستي و پس دستي در روش TIG) (معمول است. روش پيش دستي در جوشكاري هاي غير تخت متداول تر است. [1]
2-3-4روش MIG
فرآيند ديگري كه در جوشكاري قطعات مسي متداول است روش (MIG)مي باشد. در اين فرآيند بايد با جريان يكنواخت و قطب معكوس و الكترود مثبت و ترجيحا از منبع قدرت با خصوصيت ولت- آمپر مسطح استفاده كرد. آرگون و هيليوم و نيتروژن و ازت مانند فرآيند TIGدر اين روش به عنوان گازي استفاده ميشوند. براي جوشكاري قطعات مس با اين روش موج دادن وسيع به مشعل غير ضروري است و روش پيش دستي ترجيح داده مي شود. و تحرب گرده ي جوش را مي توان با تنظيم زاويه ي مشعل 80-70 درجه با افق تا حدودي كنترل نمود. طول قوس براي حالت معمولي شدت جريان حدود mm8/4 است. و بايد به اندازه اي باشد كه قوس ارام و ملايمي بوجود آيد.
در وضعيت قائم با پخ جناقي V يا نبشي تا ضخامت mm6 با تكتيك قائم به طرف پائين با استفاده سيم با قطر mm1 ترجيح داده مي شود. براي ضخامت هاي بالا پخ جناقي دو طرقه كه پاس ريشه اي با روش بطرف پايين و بقيه ي پاس ها به طرف بالا انجام شود مناسب است. جوشكاري با منبع قدرت ضرباني نيز براي جوشكاري قائم بر روي مس مناسب است
فهرست مطالب
فصل اول :مس
1-1مقدمه
1-2مشخصات فيزيكي مس cu Physical specification
1-3مشخصات ريختگري و ذوب مس Melting specification cu
1-4تقسيم بندي آلياژهاي مس Break down alloyes cu
1-5خصوصیات آلیاژهای مس Specification alloyescu
1-6چدن Cast iron
1-7انواع تقسیم بندی Type of break down
1-8انواع چدن ها Types of cast iron
1-9آلومينيوم Aluminum
1-10مشخصات فيزيكي Physical specification al
1-11مشخصات ريختگري و ذوب آلومينيوم Melting specification al
1-12تقسيم بندي آلياژهاي آلومينيوم Break down al
1-13سيستم نامگذاري آلياژهاي آلومينيوم Nomination al
1-14راهنماي آماده سازي سطح و طرح اتصال
فصل دوم: جوشکاری مس
2-1 مقدمه
2-2 نكات كاربردي در مورد جوشكاري مس و آلياژهاي آنApplied rhythm
2-3 جوشكاري مس خالص welding cu تکنولوژی جوشکاری مس، چدن و آلومینیوم
2-4 جوشكاري برنج (مس – روي)
2-5 جوشكاري برنز قلع يا آلياژهاي مس و قلع
2-6 جوشكاري آلياژهاي مس- آلومينيوم Welding of alloy cu
2-7 جوشكاري آلياژهاي مس سيليسيم يا برنز سيليسيم
2-8 جوشكاري آلياژهاي مس، نيكل
2-9 جوشكاري قطعات ريختگري آلياژي مس
2-10 جوش پذيري و جوشكاري آلومينيوم و آلياژهاي آن به مس و آلياژهاي مس
2-11 جوش پذيري و جوشكاري مس خالص به فولاد
2-12 جوش پذيري و جوشكاري مس خالص به چدن
2-13 عوامل موثر بر جوش پذيري مس و آلياژهاي آن
فصل سوم: جوشکاری چدن ها
3-1 مقدمه
3-2 قابلیت جوشکاری Weldable
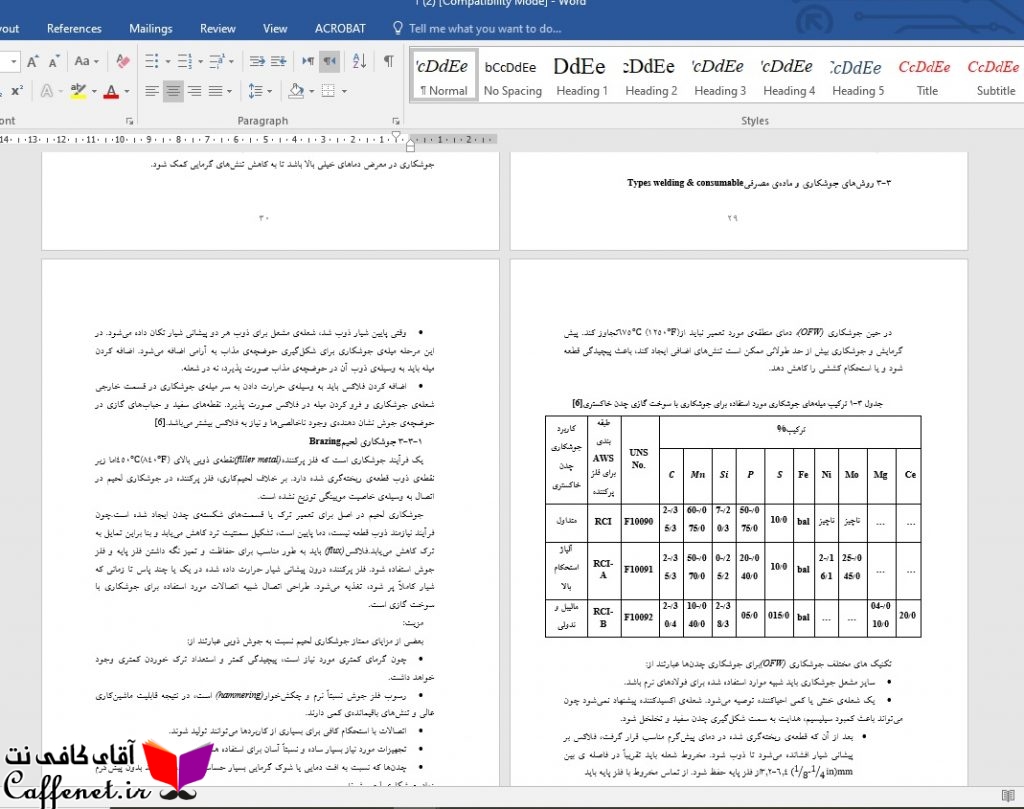
3-3 روش های جوشکاری و ماده ی مصرفی Types welding & consumable
3-4 جوشکاری چدن های داکتیل Welding of ductile cast iron
3-5 جوشکاری چدن های داکتیل
فصل چهارم: جوشکاری آلومینیوم
4-1 مقدمه
4-2 نكات كاربردي در جوشكاري آلومينيوم و آلياژهاي آن
4-3 مشكلات اصلي در جوشكاري آلومينيوم و آلياژهاي آن
4-4 پيشگرمايي در جوشكاري آلومينيوم و آلياژهاي آن
منابع و مأخذ
| تعداد صفحات | 71-80 |
|---|---|
| فایل PDF | دارد |
| فایل پاورپوینت | ندارد |
| منابع و مآخذ | دارد |
| فایل Word | دارد |
-
 ۹۹,۹۰۰ تومان
۹۹,۹۰۰ تومان۲۰۰,۰۰۰ تومانپروژه طراحي تاسيسات مكانيكي بیمارستان ها
۹۹,۹۰۰ تومان۲۰۰,۰۰۰ تومان -
۱۵,۰۰۰ تومان
۲۵,۰۰۰ تومانکیفیت آموزش و پرورش به چه عواملی وابسته است؟
۱۵,۰۰۰ تومان۲۵,۰۰۰ تومان -
-
۲۵,۰۰۰ تومان
۵۰,۰۰۰ تومانکارتحقیقی قوانین اوراق قرضه
۲۵,۰۰۰ تومان۵۰,۰۰۰ تومان -
۲۹,۹۰۰ تومان
۴۵,۰۰۰ تومانارتقاء و تضمین حقوق بنیادین بشر در پرتو دکترین امنیت انسانی
۲۹,۹۰۰ تومان۴۵,۰۰۰ تومان -











Reviews
There are no reviews yet.